專注大型鍛件一體化服務
30年鍛造行業(yè)經驗,上千家用戶共同見證
 船級社入級工廠
船級社入級工廠
132-8350-6666
專注大型鍛件一體化服務
30年鍛造行業(yè)經驗,上千家用戶共同見證
船級社入級工廠
132-8350-6666

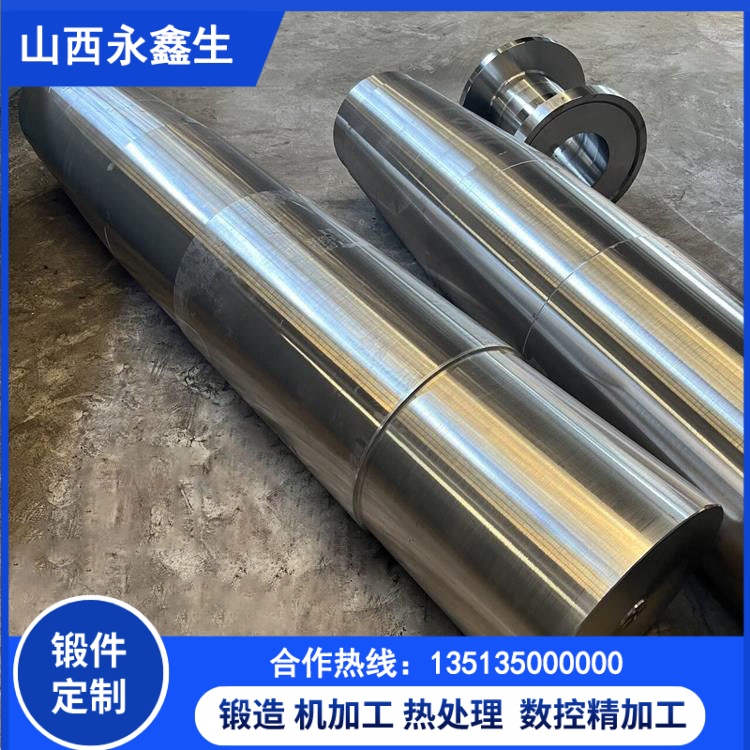
不銹鋼鍛件的鍛造過程僅能實現(xiàn)坯料的形狀成型,而其最終的力學性能、耐腐蝕性能、尺寸穩(wěn)定性等核心指標,均依賴于后續(xù)的熱處理工藝。熱處理是不銹鋼鍛件生產過程中的關鍵工序,通過精準控制加熱溫度、保溫時間、冷卻速度等參數(shù),可優(yōu)化鍛件的內部組織,消除鍛造過程中產生的內應力,提升產品性能,延長使用壽命。若熱處理工藝不合理,會導致鍛件出現(xiàn)晶粒粗大、脆化、腐蝕失效、尺寸變形等問題,嚴重影響產品質量和使用壽命。本文結合不銹鋼鍛件的材質特性,詳細解析不同類型不銹鋼鍛件的熱處理工藝要點、常見問題及質量控制措施,凸顯熱處理工藝對產品使用壽命的決定性作用。
首先,明確不銹鋼鍛件熱處理的核心目標,這是制定合理熱處理工藝的基礎。不銹鋼鍛件熱處理的核心目標主要有四點:一是消除鍛造內應力,避免鍛件在后續(xù)加工或使用過程中出現(xiàn)變形、開裂;二是優(yōu)化內部組織,細化晶粒,提升鍛件的力學性能(強度、韌性、硬度等);三是提升耐腐蝕性能,通過調整組織狀態(tài),使鍛件表面形成更致密、穩(wěn)定的鈍化膜;四是提高尺寸穩(wěn)定性,確保鍛件在使用過程中不會因組織變化而發(fā)生尺寸偏差。不同類型的不銹鋼鍛件(奧氏體、鐵素體、雙相、馬氏體),其材質特性不同,熱處理的目標也有所側重,需針對性制定工藝方案。例如,奧氏體不銹鋼鍛件的熱處理重點是提升耐腐蝕性能和消除內應力,而馬氏體不銹鋼鍛件的熱處理重點是通過淬火回火提升硬度和強度,雙相不銹鋼鍛件的熱處理重點是優(yōu)化兩相組織比例,確保高強度和高耐腐蝕性并存。

奧氏體不銹鋼鍛件(如304、316L)的熱處理工藝,以固溶處理為核心,這是提升其耐腐蝕性能的關鍵。奧氏體不銹鋼鍛件在鍛造過程中,會因冷卻速度過快或變形量不當,導致碳化物析出、晶粒粗大,破壞鈍化膜的完整性,降低耐腐蝕性能。固溶處理的原理是將鍛件加熱至高溫(1040-1150℃),使析出的碳化物充分溶解到奧氏體組織中,然后快速冷卻(水冷或空冷),獲得過飽和的奧氏體組織,從而細化晶粒、消除內應力,提升耐腐蝕性能和塑性。固溶處理的工藝參數(shù)控制至關重要:加熱溫度需嚴格控制在1040-1150℃,溫度過低,碳化物無法充分溶解,影響耐腐蝕性能;溫度過高,會導致晶粒過度長大,降低鍛件的韌性。保溫時間需根據鍛件的截面尺寸確定,通常為1-3小時,確保鍛件內外溫度均勻,碳化物充分溶解。冷卻速度是固溶處理的核心環(huán)節(jié),需快速冷卻,避免碳化物在冷卻過程中重新析出,對于304、316L等奧氏體不銹鋼鍛件,通常采用水冷方式,冷卻速率控制在50℃/h以上,確保獲得均勻的奧氏體組織。此外,對于焊接后的奧氏體不銹鋼鍛件,需進行固溶處理或穩(wěn)定化處理,消除焊接內應力和晶間腐蝕傾向,其中穩(wěn)定化處理主要針對含鈦、鈮的奧氏體不銹鋼(如321),加熱溫度為850-900℃,保溫1-2小時后空冷,可有效抑制碳化物析出,提升晶間腐蝕抗性。需要注意的是,奧氏體不銹鋼鍛件無需進行淬火回火處理,否則會導致組織脆化,降低性能。
雙相不銹鋼鍛件的熱處理工藝,以固溶處理和時效處理為主,核心是優(yōu)化兩相組織比例,兼顧高強度和高耐腐蝕性。雙相不銹鋼鍛件的金相組織由奧氏體和鐵素體組成,理想的兩相比例為各占50%左右,若組織比例失衡,會導致鍛件性能下降。固溶處理是雙相不銹鋼鍛件最關鍵的熱處理工序,加熱溫度控制在1020-1080℃,保溫1-2小時,使兩相組織充分均勻化,然后快速冷卻(水冷),避免σ相析出。σ相是一種脆性相,若在冷卻過程中析出,會導致鍛件脆化,沖擊韌性大幅下降,因此冷卻速度需嚴格控制,確保快速通過475℃脆性區(qū)。對于部分高端雙相不銹鋼鍛件(如2507),可在固溶處理后進行時效處理,加熱溫度為450-550℃,保溫2-4小時,然后空冷,可進一步提升鍛件的強度和硬度,同時保持良好的韌性和耐腐蝕性能。此外,雙相不銹鋼鍛件在鍛造過程中需嚴格控制終鍛溫度,避免低溫鍛造導致σ相析出,鍛后需及時進行固溶處理,消除內應力和組織缺陷,確保兩相比例合理。例如,2205雙相不銹鋼鍛件通過精準控制固溶溫度在1020-1080℃,可確保奧氏體和鐵素體比例接近50/50,使材料同時具備高強度和高耐腐蝕性的特點。
馬氏體不銹鋼鍛件(如410、420)的熱處理工藝,以淬火+回火為主,核心是提升硬度和強度,滿足耐磨、承載等需求。馬氏體不銹鋼鍛件在鍛造后,組織為過冷奧氏體,硬度較低,韌性較差,需通過淬火回火處理實現(xiàn)組織轉變,提升性能。淬火工藝:將鍛件加熱至830-900℃,保溫1-2小時,使組織充分奧氏體化,然后油冷或空冷,獲得馬氏體組織,提升硬度和強度。淬火溫度需嚴格控制,溫度過低,奧氏體化不充分,淬火后硬度不足;溫度過高,會導致晶粒粗大,韌性下降。冷卻速度需根據鍛件尺寸調整,避免冷卻過快導致開裂,對于大截面鍛件,可采用分級淬火或等溫淬火,減少內應力。回火工藝:淬火后的馬氏體組織脆性較大,需進行回火處理,加熱溫度控制在200-650℃,保溫2-4小時,然后空冷或爐冷,消除淬火內應力,調整組織狀態(tài),提升韌性,同時保持一定的硬度。回火溫度越高,鍛件的韌性越好,但硬度會有所下降,需根據實際使用需求調整回火溫度:低溫回火(200-300℃)可保持高硬度,適用于耐磨場景;中溫回火(300-500℃)可兼顧硬度和韌性,適用于承載場景;高溫回火(500-650℃)可提升韌性,適用于低溫環(huán)境場景。例如,420不銹鋼大型軸類鍛件,采用淬火+深冷+回火復合工藝,在傳統(tǒng)淬火回火之間增加-80℃的深冷處理,促使殘余奧氏體充分轉變,不僅提高了產品硬度,更顯著改善了尺寸穩(wěn)定性,實際應用表明,采用新工藝的產品使用壽命提升了30%以上。
鐵素體不銹鋼鍛件的熱處理工藝,以退火處理為主,核心是消除內應力、細化晶粒,提升塑性和耐腐蝕性能。鐵素體不銹鋼鍛件在鍛造過程中,會產生較大的內應力,同時晶粒易粗大,導致塑性和韌性下降,需通過退火處理優(yōu)化組織。退火工藝:將鍛件加熱至750-850℃,保溫2-4小時,然后緩慢冷卻(爐冷),冷卻速度控制在10-20℃/h,確保內應力充分消除,晶粒細化。退火溫度需嚴格控制,溫度過低,內應力無法充分消除;溫度過高,會導致晶粒粗大,影響性能。對于含鉻量較高的鐵素體不銹鋼鍛件,可采用等溫退火工藝,加熱至750-800℃,保溫1-2小時,然后冷卻至600-650℃,保溫2-3小時,再緩慢冷卻,可進一步細化晶粒,提升塑性和耐腐蝕性能。鐵素體不銹鋼鍛件無需進行淬火處理,否則會導致組織脆化,無法使用。

不銹鋼鍛件熱處理過程中的常見問題及解決措施,是確保熱處理質量、延長產品使用壽命的關鍵。常見問題主要有以下幾種:一是晶粒粗大,主要原因是加熱溫度過高、保溫時間過長,解決措施是嚴格控制加熱溫度和保溫時間,優(yōu)化加熱工藝,避免晶粒過度長大;二是內應力消除不徹底,主要原因是冷卻速度過快、保溫時間不足,解決措施是調整冷卻速度,延長保溫時間,對于復雜形狀鍛件,可采用分段冷卻或去應力退火;三是σ相析出(主要針對雙相不銹鋼),主要原因是冷卻速度過慢、加熱溫度不當,解決措施是加快冷卻速度,嚴格控制固溶溫度,避免在475℃脆性區(qū)停留過長時間;四是晶間腐蝕,主要原因是固溶處理不徹底、碳化物析出,解決措施是優(yōu)化固溶處理工藝,確保碳化物充分溶解,對于焊接鍛件,需進行焊后固溶處理;五是鍛件變形、開裂,主要原因是熱處理工藝參數(shù)不合理、鍛件結構設計不當,解決措施是優(yōu)化熱處理工藝,調整加熱、冷卻速度,對復雜形狀鍛件進行預熱處理,避免應力集中。
熱處理工藝的質量控制體系,是確保不銹鋼鍛件性能達標、使用壽命穩(wěn)定的保障。建立完善的三級質量控制體系至關重要:第一級是工藝設計階段的質量預控,通過材料數(shù)據庫和工藝模擬系統(tǒng),提前預測和規(guī)避可能出現(xiàn)的質量問題,根據鍛件材質、尺寸和性能要求,制定精準的熱處理工藝方案;第二級是生產過程的質量監(jiān)控,采用智能溫控系統(tǒng)和數(shù)據記錄儀,實時監(jiān)測加熱溫度、保溫時間、冷卻速度等參數(shù),確保工藝參數(shù)得到精確執(zhí)行,同時定期檢查鍛件的表面狀態(tài),及時發(fā)現(xiàn)異常;第三級是成品檢測階段的質量驗證,通過金相分析、力學性能測試、耐腐蝕性能測試等手段,檢驗鍛件的組織狀態(tài)和性能指標,確保符合標準要求。此外,建立全過程質量追溯體系,從原材料入廠到成品出廠,每個熱處理批次都建立完整的數(shù)據檔案,不僅用于質量追溯,更可通過大數(shù)據分析不斷優(yōu)化工藝參數(shù),實現(xiàn)工藝水平的持續(xù)提升。例如,山西永鑫生重工引進德國IPSEN智能溫控系統(tǒng),在爐膛內設置多個測溫點,實現(xiàn)三維空間內的溫度場精確控制,溫度控制精度保持在±5℃以內,遠高于行業(yè)標準,同時建立了完善的檢測體系,確保熱處理后鍛件性能達標。
總結來說,不銹鋼鍛件的熱處理工藝是決定產品使用壽命的關鍵,不同類型的不銹鋼鍛件需采用針對性的熱處理工藝,精準控制工藝參數(shù),解決常見質量問題,建立完善的質量控制體系。只有做好熱處理工藝的每一個環(huán)節(jié),才能優(yōu)化鍛件的內部組織,提升綜合性能,避免因熱處理不當導致的產品失效,延長設備的使用壽命,降低維護成本,為工業(yè)生產的安全、高效運行提供保障。隨著工業(yè)技術的不斷進步,熱處理工藝也在不斷創(chuàng)新,如可控氣氛熱處理、分級時效處理等,進一步提升了不銹鋼鍛件的性能和質量穩(wěn)定性。